Khuôn ép nhựa chia thành 2 loại là khuôn 3 tấm và khuôn 2 tấm vậy nguyên lý hoạt động như thế nào, các bạn theo dõi bài viết để so sánh được sự khác nhau của 2 loại khuôn này nhé.
Khuôn 2 tấm:
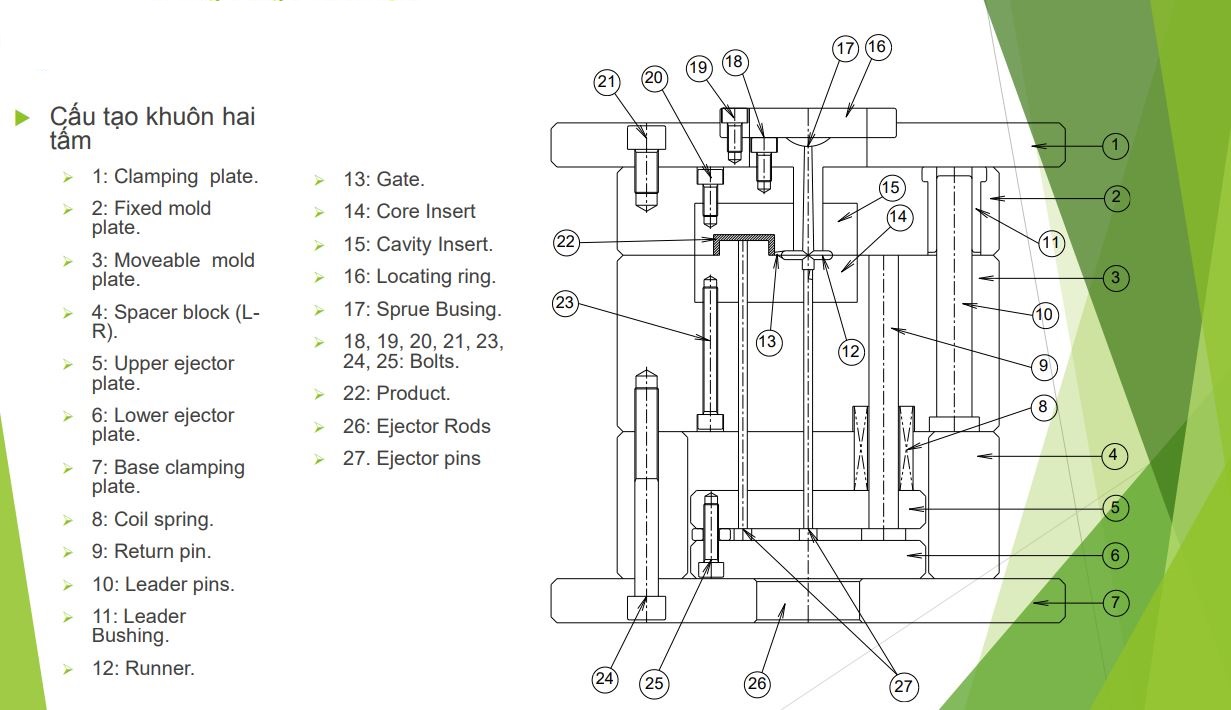
Đầu tiên tìm hiểu khái niệm về mặt phân khuôn chính: Mặt phân khuôn chính, kí kiệu là PL (parting line) là mặt được tạo bởi Phần khuôn cố định và phần chuyển động. Đây là mặt ngăn cách giữa 2 phần của khuôn và sản phẩm sau khi ép sẽ được lấy ra từ mặt này. Trên khuôn 2 tấm thì chỉ có một mặt phân khuôn, đó là
mặt phân khuôn chính.
Khi khuôn ở trạng thái đóng, đầu phun nhựa sẽ phun nhựa vào Bạc phun (Sprue bushing ) qua kênh dẫn nhựa → Gate(Cổng) → vào lòng khuôn tạo hình dạng sản phẩm
Khi sản phẩm được điền đầy máy ép sẽ kéo tấm số 7- Tấm kẹp dưới( Base clamping plate) ra, và theo đó khối các tấm 3-4-7( tấm core plate, tấm đệm và tấm kẹp dưới) cũng được kéo ra theo. Mặt khác, nhờ lò xo (8) luôn bị nén nên các tấm 5-6( tấm đẩy trên và tấm đẩy dưới( cùng với hệ thống Ejector pins( pin đẩy) và Return Pins( pin hồi) cũng chuyển động theo khối các tấm 3-4-7. Sản phẩm cùng với runner và phần nhựa thừa trong Bạc phun lúc này sẽ nằm trên phía Core. Tiếp theo máy ép sẽ đẩy một lực vào tấm số 6 tấm đẩy dưới và sản phẩm cùng vớiphần nhựa thừa sẽ được đẩy ra khỏi khuôn. Sản phẩm lúc này có thể được Robot lấy ra hoặc tự rớt vào khay chứa.
Tiếp theo, nhờ lò xo (8) bị nén nên các tấm 5-6 tấm đẩy trên và tấm đẩy dưới cùng với hệ thống Ejector pins ( pin đẩy) và Return pins( pin hồi) sẽ được đẩy về vị trí cũ khi máy ép thôi tác dụng lực lên tấm số 6 tấm đẩy dưới.
Sau khi tấm số 6 tấm đẩy dưới chạm vào tấm số 7 tấm kẹp dưới thì máy ép sẽ có tín hiệu (nhờ các limits) và toàn bộ khuôn được đóng trở về vị trí ban đầu. Quá trình ép kết thúc và lại tiếp tục quá trình ép tiếp theo.
Khuôn 3 tấm:
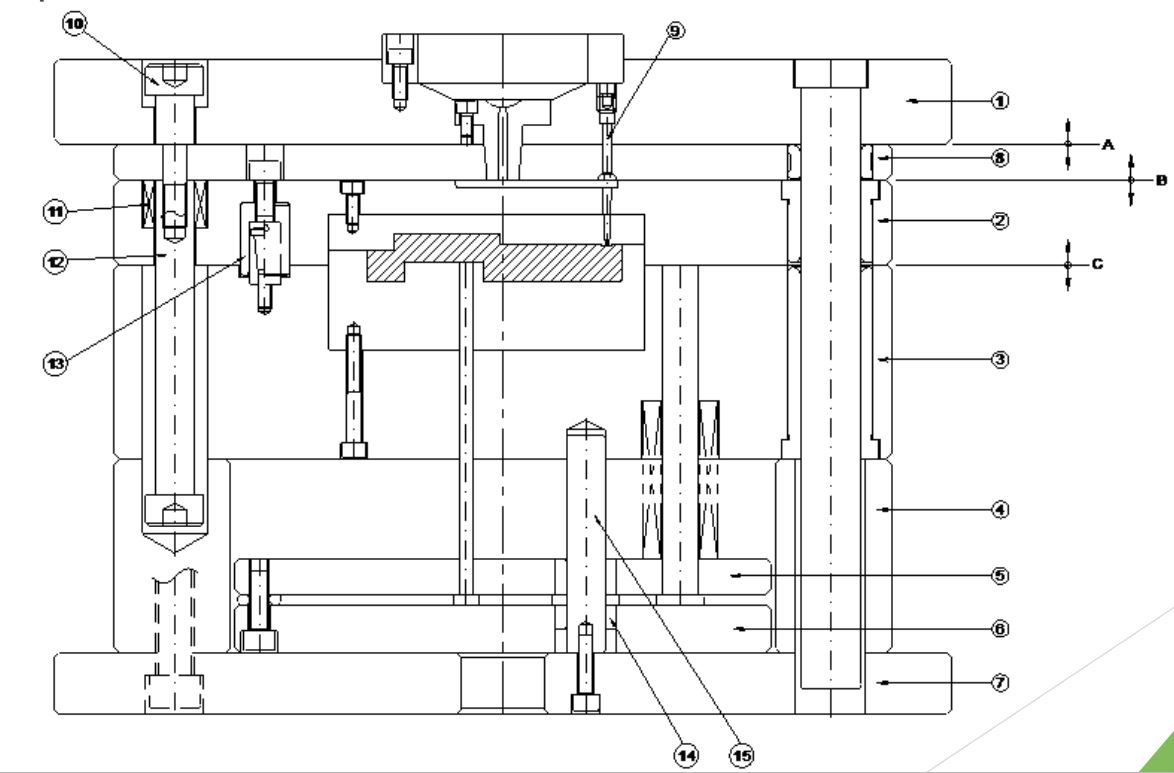
Mặt phân khuôn (PL): Trên khuôn 3 tấm thì ngoài mặt phân khuôn chính C
ra còn có thêm 2 mặt phân khuôn phụ là A và B.
Ở trạng thái đóng an toàn thì nhựa sẽ được rót vào bạc phun qua runner
rồi và tới sản phẩm giống như khuôn 2 tấm.
Khi mở khuôn: Khi máy ép kéo tấm số 7 để mở khuôn thì mặt phân khuôn
B sẽ được mở ra đầu tiên nhờ các lò xo (11) luôn bị nén. Lúc này nhờ có
các Runner lock pins mà Runner được tách ra khỏi sản phẩm và nằm lại
trên tấm số (8).
Sau khi đi hết chiều dài của Puller bolts(12) thì mặt phân khuôn phụ A tiếp
tục được mở ra cho đến hết chiều dài của Stopper bolts(10). Sở dĩ mặt
phân phân C không mở trước A bởi giữa tấm 2 và 3 có bố trí các khóa
khuôn (13) bắt chặt hai tấm này lại với nhau. Mục đích của việc mở mặt A
là để phần nhựa thừa không còn dính vào bạc phun-Sprue bushing.
Sau khi khuôn đi hết chiều dài của Stopper bolts thì lúc này lực máy ép
thắng lực của các khóa khuôn (13) nên mặt phân khuôn chính C được mở
ra.
Mặt PL- C được mở ra đến khoảng cách an toàn thì tấm 5-6 cùng với hệ
thống Ejector pins sẽ được đẩy lên để sản phẩm thoát ra khỏi khuôn. Lúc
này sản phẩm sẽ được robot tự động lấy ra cùng runner hoặc tự rớt vào
khay đựng.
Sau khi sản phẩm được lấy ra khỏi khuôn thì hành trình đóng khuôn được
thực hiện ngược với hành trình mở khuôn
Sưu tầm.
Bộ phận chính của 1 bộ khuôn ép nhựa gồm lõi khuôn và vỏ khuôn- Mold base, Fine Mold sẽ giúp các bạn, chúng tôi chuyên gia công vỏ khuôn, lõi khuôn lớn, chỉ cần gửi bản vẽ khách hàng sẽ được tư vấn các lỗi về thiết kế nếu có. Đảm bảo chất lượng theo tiêu chuẩn ISO 9001 2015, cam kết tiến độ chỉ từ 6 ngày các bạn sẽ có một bộ mold base hoàn chỉnh. Để biết thêm thông tin về vỏ khuôn- Mold base, lõi khuôn lớn, hãy gọi ngay cho Fine Mold 093 690 3679