Раздел FAQ — прекрасный способ ознакомиться с особенностями рынка и «из первых уст» узнать о торговле валютой, акциями и биржевой торговле. Мы обеспечиваем трейдерам максимально выгодные условия торговли на Форекс рынке. Инвестиции в валютный рынок не требуют глубоких математических знаний, но в аналитике трейдер должен разбираться. Аналитика и прогнозы — это основные факторы, на которые должен ориентироваться трейдер при принятии торговых решений. Прогнозы можно составлять самостоятельно, на основе новостей, а можно знакомиться с готовыми экспертными оценками того или иного факта. Если самостоятельная торговля кажется трейдеру слишком обременительной, он может воспользоваться услугой «доверительное управление капиталом».
Платформа MetaTrader 4
В декабре 2013 году Лайм ФХ и Quadro Capital Partners основали венчурный фонд FXC-QCP VC, объёмом до 200 миллионов долларов6. Ведущим мировым агентством финансовой информации Dow Jones Newswires компания признана лидером в Европе в области предоставления услуг на рынке FOREX для частных инвесторов. Компания представлена в 12 странах мира, число клиентских офисов достигает 100.
Старейший форекс брокер на территории СНГ предлагает возможность перенести свой счет в Форекс Клуб всем, кто имеет счета у другого брокера. Торговый счет Libertex исключает необходимость платежей для трейдеров, за исключением минимального спреда. С 1997 года помогаем инвесторам и трейдерам зарабатывать на финансовых рынках. Лайм ФХ предлагает выгодные условия благодаря отсутствию комиссий за неактивность. Следовательно, процесс пополнения и вывода средств имеет особые аспекты. Кроме того, в “Форекс Клуб” применяются свопы – оплата за перенос открытой торговой позиции на следующий день.
Наша компания по праву считается одним из лучших брокеров Форекс (Forex brokers) в Узбекистане, Украине и странах СНГ. Торговые платформы Форекс — отличная возможность проявить себя и заработать стартовый капитал на трейдинг или игры Форекс. Лучшим помощником в успешном трейдинге является качественное программное обеспечение. Собственная разработка компании Лайм ФХ, и один из самых удобных торговых инструментов рынка Forex – торговая платформа Libertex. С помощью Лайм ФХ Libertex Вы можете отработать различные стратегии и эффективно использовать прогнозы рынка, чтобы предсказать движение цены и совершать выгодные сделки на Форекс.
- Компания становится лауреатом премии «Финансовый Олимп», награда в номинации «Лучший брокер на рынке FOREХ».
- С 1997 года помогаем инвесторам и трейдерам зарабатывать на финансовых рынках.
- В апреле 2016 года Лайм ФХ был внесен в реестр форекс-компаний Нацбанка Белоруссии и стал первой компанией с российским капиталом, получившей белорусскую лицензию14.
Варианты пополнения и снятия средств
В следующем году, 2004, Лайм ФХ удостаивается своей первой престижной награды, выигрыв титул лучшего российского брокера по оценкам «Финансового Олимпа». Другим значительным событием того времени стало появление среди клиентов FXClub первого долларового миллионера, который накопил свой капитал, начав с инвестиции в 18 тысяч долларов. В те же годы компания расширяет своё присутствие, открыв офисы в США и Китае. По данным информациионного агентства «Финмаркет» в 2014 году Лайм ФХ вошла в тройку лидеров среди форекс-дилеров в России по числу клиентов и объёмам среднемесячных оборотов. Чел., что составляет 16,97 % всего рынка (по этому показателю Лайм ФХ уступает только Alpari (120 тыс. чел. и 28,35 % рынка)). Среднемесячный оборот компании составил 63,32 млрд долларов США, что составляет 18,09 % рынка (уступает по этому показателю только Alpari (107 млрд долларов и 30,56 % рынка))16.
- По данным информациионного агентства «Финмаркет» в 2014 году Лайм ФХ вошла в тройку лидеров среди форекс-дилеров в России по числу клиентов и объёмам среднемесячных оборотов.
- Другим значительным событием того времени стало появление среди клиентов FXClub первого долларового миллионера, который накопил свой капитал, начав с инвестиции в 18 тысяч долларов.
- В следующем году, 2008, Лайм ФХ был отмечен наградой на престижной церемонии «FOREX EXPO AWARDS» в качестве лучшего дилера года.
- Предоставляется также разнообразная аналитическая поддержка и ресурсы для проведения фундаментального анализа.
Широкий выбор торговых инструментов
При пополнении через банковский перевод либо кредитные карты Visa и MasterCard, FX Club не устанавливает комиссионные сборы, однако возможны обязательные начисления от вашего банка. Новичкам в «Форекс Клубе» доступна акция «Без комиссий при пополнении», при которой брокер возмещает комиссию, взимаемую при первом пополнении. Зачисление средств происходит за не более чем 5 минут, в то время как банковские переводы могут занять от 2 до 5 рабочих дней. В течение следующих двух лет компания динамично развивалась, что позволило ей в 1999 году открыть офис в столице России.
В то время как на западе и в других регионах мира её ассоциируют с брендом Libertex. Особенностью данного брокера является уникальная торговая платформа Libertex, разработанная собственными силами компании. Платформа включает в себя свыше 30 инструментов для проведения технического анализа, девять различных таймфреймов, а также разнообразные графические инструменты. Помимо этого, “Форекс Клуб” функционирует как брокер CFD, предлагая своим клиентам возможность торговли контрактами на разницу в ценах.
Золотая возможность – золото достигло 3000 $!
По данным исследования Интерфакс-ЦЭА, количество офисов и представительств компании Лайм ФХ в России составляет 41 и ещё 18 — за рубежом1. В 2019 году Лайм ФХ закрыл все офисы в России и перестал работать с гражданами РФ17.
Продукты торгово-инвестиционной платформы от Форекс Клуб:
Старожил оффшорной форекс торговли брокер Лайм ФХ предлагает своим клиентам новый торговый инструмент … Благодаря успешному трейдингу число клиентов компании, заработавших миллионы, возросло на шесть человек. В 2017 году компания FXClub заметно увеличила ассортимент криптовалют, доступных для трейдинга. К 2019 году количество миллионеров среди клиентов фирмы увеличилось до одиннадцати. Лайм ФХ продолжает динамичное развитие, хотя в начале текущего года она столкнулась с потерей лицензии Центрального банка России и последующим закрытием всех своих офисов в России.
За эти годы компания не сталкивалась с крупными скандалами, связанными с подделкой средств или взломом аккаунтов и прочим. Следовательно, «Форекс Клуб» заслуживает доверие, хотя оценка доверия понижена из-за регистрации в оффшорной зоне и наличия лицензии оттуда. Лайм ФХ является одним из ветеранов биржевого брокериджа в Восточной Европе и значимым центром для торговли и инвестиций. Существуя с 1997 года, компания завоевала свыше 40 премий и регулярно обогащает свои услуги новейшими технологиями. Получение награды «Лучший форекс-брокер в странах постсоветского пространства» (FOREX Expo). Внесение средств через электронные платежные системы взимает комиссию от 0.8% (WebMoney) до 4% (Neteller).
Это означает, что при инвестициях в акции или ETF вы не становитесь их владельцем, а ваша прибыль будет зависеть только от изменений цены. Для трейдеров в Лайм ФХ предусмотрены выгодные условия комиссий. Здесь можно осуществлять торговлю без наложения торговых комиссионных сборов. Однако, помимо счета Libertex, и другие виды счетов также предлагают привлекательные комиссионные условия. По вопросу комиссионных сборов за минимальный торговый объем, они наличествуют для счетов типа MT4-Market и MT5-Market.
Свопы могут быть как положительными (пополнение счета трейдера), так и отрицательными (списание средств со счета трейдера в пользу брокера). Также аннулированы квалификационные аттестаты гендиректора ООО «Форекс Клуб» Павла Карягина и его заместителя Юрия Соловьёва26. В тот же день аналогичные меры были приняты в отношении других крупных limefx scam компаний данного рынка (ООО «Альпари Форекс» и ООО «Телетрейд Групп») и их должностных лиц27. В 2010 году компания приобрела 100 % акций российского форекс-брокера «Акмос Трейд».
Своим клиентам мы всегда предоставляем правдивую и актуальную информацию о мире интернет-трейдинга — прогнозы Forex, курсы валют от евро до японской иены, новости рынка. Кроме того, мы оказываем услугу доверительное управление тем, у кого нет времени или желания осуществлять торги самостоятельно. Услуги по доверительному управлению оказывают также банки и другие организации. Управление капиталом Forex — это профессиональный подход и минимум усилий в вопросах получения прибыли. Мы предоставляем трейдерам Лайм ФХ самые выгодные торговые условия.



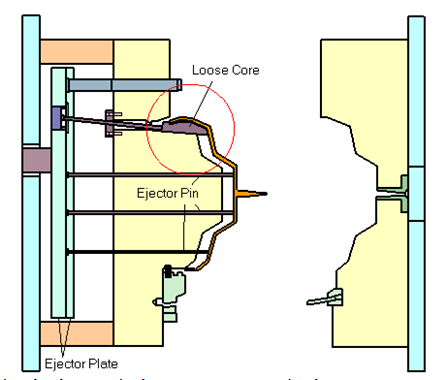
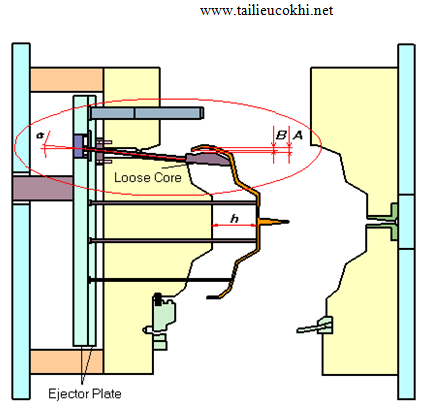




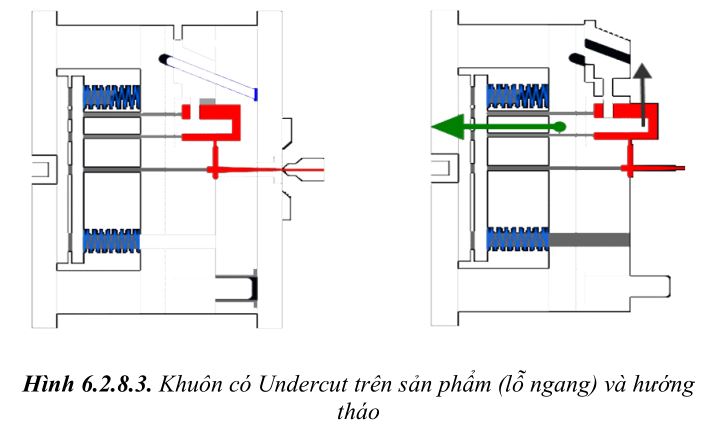
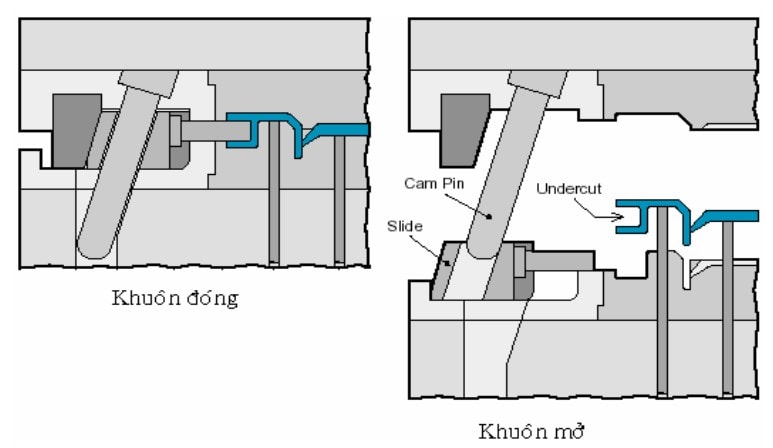
 Một số dạng undercut đặc trưng:
Một số dạng undercut đặc trưng: